Каталог

Воздушный сепаратор Resoline Air Flow
-
 Эффективность разделения/очистки до 98%
Эффективность разделения/очистки до 98%
-
 Высокая пропускная способность
Высокая пропускная способность
-
 Регулируемые параметры сепарации
Регулируемые параметры сепарации
-
 Низкое энергопотребление
Низкое энергопотребление

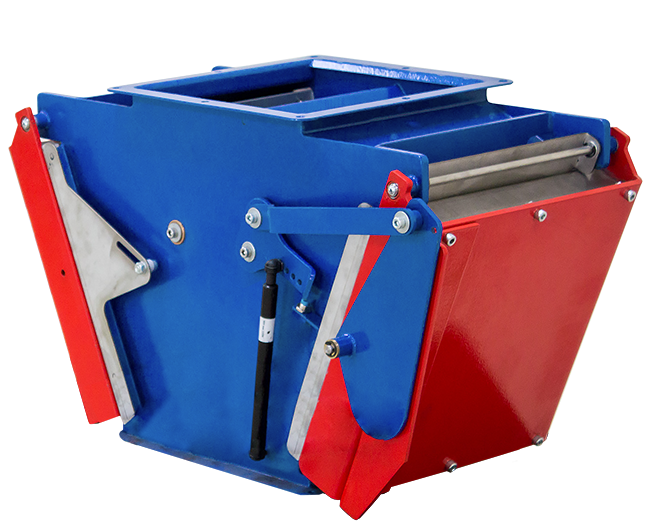
Мокрый барабанный магнитный сепаратор ЭРГА МБС
-
 Магнитная система на основе постоянных магнитов с магнитной индукцией от 0,08 до 0,4 Тл
Магнитная система на основе постоянных магнитов с магнитной индукцией от 0,08 до 0,4 Тл
-
 Специальная магнитная система для мокрой технологии сепарации
Специальная магнитная система для мокрой технологии сепарации
-
 Эффективное извлечение магнитных включений крупностью от 0,005 мм до 10 мм
Эффективное извлечение магнитных включений крупностью от 0,005 мм до 10 мм
-
 Защита рабочих поверхностей
Защита рабочих поверхностей
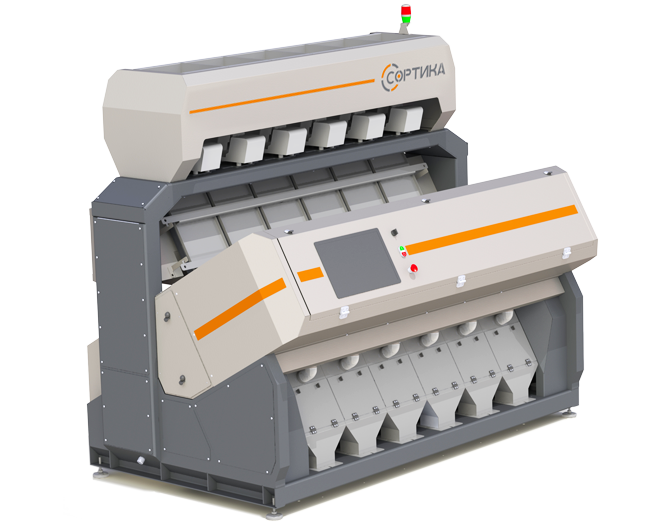
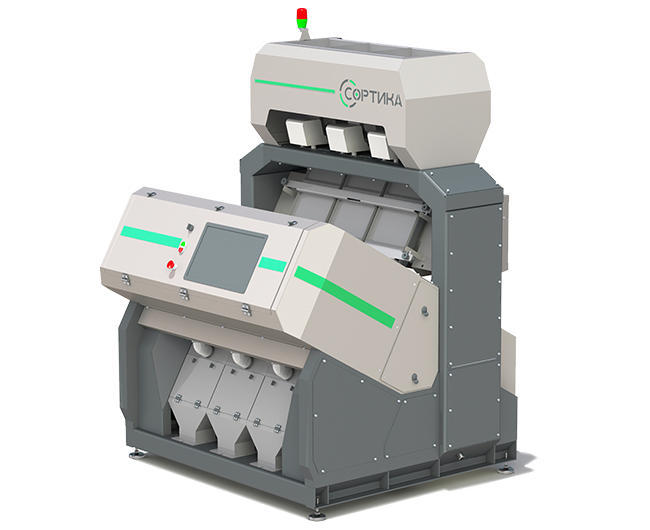
Оптический сепаратор ЛюксСортика ВП
-
 Эффективность разделения до 99,99%
Эффективность разделения до 99,99%
-
 Работа со сложными абразивными материалами
Работа со сложными абразивными материалами
-
 Удобная и быстрая настройка
Удобная и быстрая настройка
-
 Две стадии сепарации в одном корпусе
Две стадии сепарации в одном корпусе

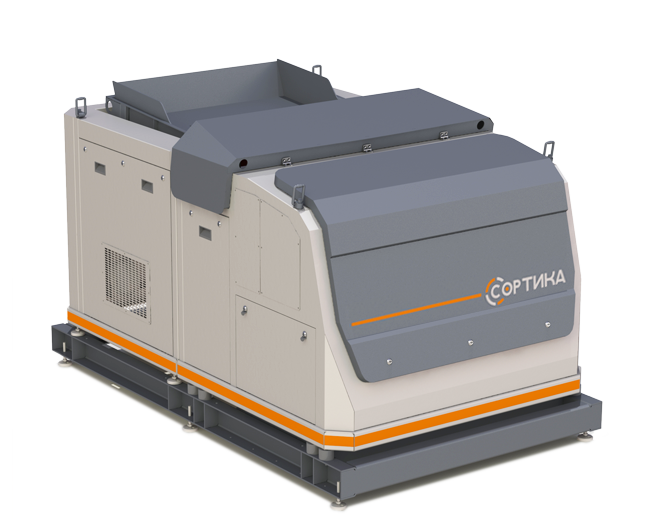
Комплекс воздушной сепарации Resoline Air Flow для подготовки топлива RDF
-
 Отрасль: рециклинг
Отрасль: рециклинг
-
 Сырье: твердые коммунальные отходы
Сырье: твердые коммунальные отходы
-
 Крупность исходного материала: до 150 мм
Крупность исходного материала: до 150 мм
-
 Производительность: до 20 т/ч
Производительность: до 20 т/ч

Линия Resoline по очистке лома черных металлов от примесей
-
 Отрасль: черная металлургия, рециклинг
Отрасль: черная металлургия, рециклинг
-
 Сырье: черный лом
Сырье: черный лом
-
 Крупность исходного материала: 0-300 мм
Крупность исходного материала: 0-300 мм
-
 Производительность: 10 т/ч
Производительность: 10 т/ч

Дробильно-сортировочный комплекс Resoline Slag по переработке шлака сталеплавильного производства
-
 Отрасль: черная металлургия
Отрасль: черная металлургия
-
 Сырье: твердые коммунальные отходы
Сырье: твердые коммунальные отходы
-
 Крупность исходного материала: 0-300 мм
Крупность исходного материала: 0-300 мм
-
 Производительность: 100 т/ч (максимально до 140)
Производительность: 100 т/ч (максимально до 140)
Автоматический подвесной магнитный железоотделитель ЭРГА СМПА для сортировки ТКО
-
 Увеличенная длина магнитной системы на основе постоянных магнитов
Увеличенная длина магнитной системы на основе постоянных магнитов
-
 Эффективный выброс магнитной фракции за пределы конвейера
Эффективный выброс магнитной фракции за пределы конвейера
-
 Глубина извлечения до 350 мм
Глубина извлечения до 350 мм
-
 Масса извлекаемого металла до 30 кг
Масса извлекаемого металла до 30 кг

Вихретоковый магнитный сепаратор ЭРГА СМВТ-ВП для сортировки ТКО
-
 Извлечение частиц цветных металлов крупностью от 2 мм
Извлечение частиц цветных металлов крупностью от 2 мм
-
 Высокоэффективная магнитная система на основе NdFeB
Высокоэффективная магнитная система на основе NdFeB
-
 Удобная и быстрая настройка
Удобная и быстрая настройка
-
 Виброподача материала
Виброподача материала
Магнитные муфты ММ
-
 Конструкция на основе постоянных магнитов (NdFeB или SmCо) собственного производства
Конструкция на основе постоянных магнитов (NdFeB или SmCо) собственного производства
-
 Без утечек, загрязнений и техобслуживания
Без утечек, загрязнений и техобслуживания
-
 Отсутствие энергопотребления
Отсутствие энергопотребления
-
 Минимальный срок службы 10 лет
Минимальный срок службы 10 лет

Мокрый барабанный магнитный сепаратор ЭРГА МБС-Р
-
 Сокращение расходов на приобретение утяжелителя (магнетит, ферросилиций)
Сокращение расходов на приобретение утяжелителя (магнетит, ферросилиций)
-
 Магнитная система на основе постоянных магнитов
Магнитная система на основе постоянных магнитов
-
 Специальная конструкция для эффективной регенерации
Специальная конструкция для эффективной регенерации
-
 Индивидуальный подбор оборудования
Индивидуальный подбор оборудования

Валковый магнитный сепаратор ЭРГА СМВИ
-
 Высокое качество сепарации слабомагнитных минералов
Высокое качество сепарации слабомагнитных минералов
-
Высокоэффективная магнитная система на основе NdFeB
-
 Индивидуальные решения (возможность вписать оборудование в существующую линию)
Индивидуальные решения (возможность вписать оборудование в существующую линию)
-
 Работа при температуре до +180°С
Работа при температуре до +180°С

Электростатический сепаратор ЭЛКРОН ЭСС
-
 Эффективность разделения/очистки до 99,8%
Эффективность разделения/очистки до 99,8%
-
 Высокая производительность
Высокая производительность
-
Удобная и быстрая настройка
-
 Автоматическая очистка электродов
Автоматическая очистка электродов

Аэросепаратор (пневмосепаратор) Зиг-Заг
-
 Эффективность разделения/очистки до 99%
Эффективность разделения/очистки до 99%
-
Высокая пропускная способность
-
 Регулируемые параметры сепарации
Регулируемые параметры сепарации
-
Низкое энергопотребление

Автоматический пластинчатый магнитный железоотделитель ЭРГА ПСМ-А
-
 Автоматизация производства
Автоматизация производства
-
 Высокоэффективная магнитная система с индукцией до 0,9Тл (9 000 Гс)
Высокоэффективная магнитная система с индукцией до 0,9Тл (9 000 Гс)
-
 Эффективность очистки продукта до 99%
Эффективность очистки продукта до 99%
-
 Надёжное удержание мелких включений
Надёжное удержание мелких включений
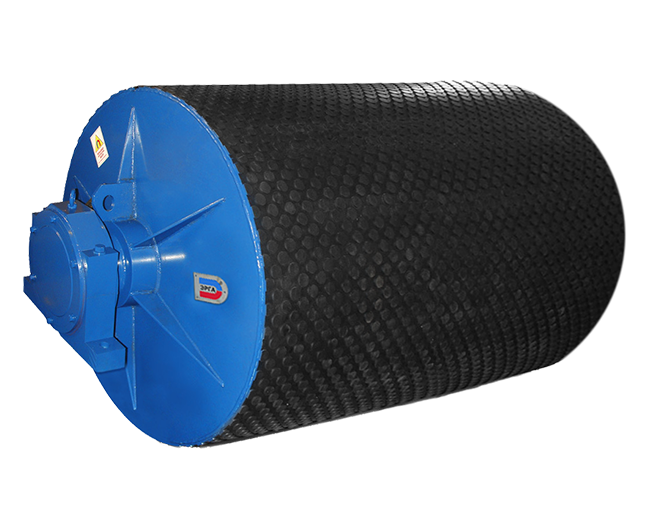
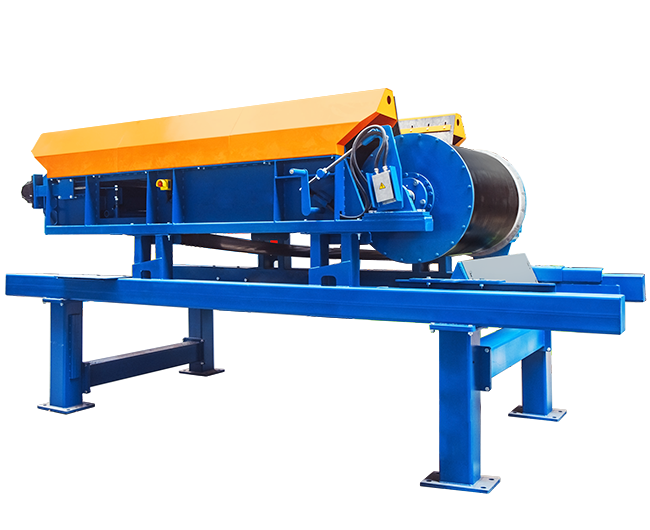
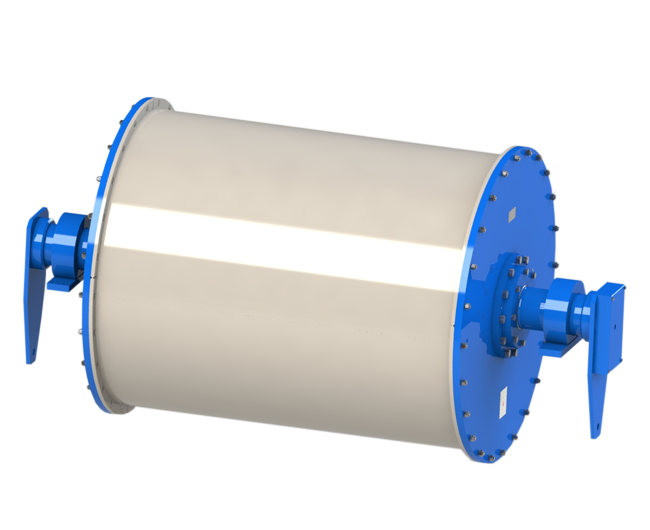
Шкивной магнитный железоотделитель ЭРГА СМБ
-
 2 в 1: магнитный железоотделитель + приводной барабан
2 в 1: магнитный железоотделитель + приводной барабан
-
 Дальнодействие магнитного поля до 350 мм
Дальнодействие магнитного поля до 350 мм
-
Отсутствие энергопотребления
-
 Автоматическая очистка
Автоматическая очистка

Линия Resoline по переработке алюминиевого шлака
-
 Отрасль: цветная металлургия, рециклинг
Отрасль: цветная металлургия, рециклинг
-
 Сырье: алюминиевый шлак
Сырье: алюминиевый шлак
-
 Крупность исходного материала: 2-40 мм
Крупность исходного материала: 2-40 мм
-
 Производительность: 5 т/ч
Производительность: 5 т/ч

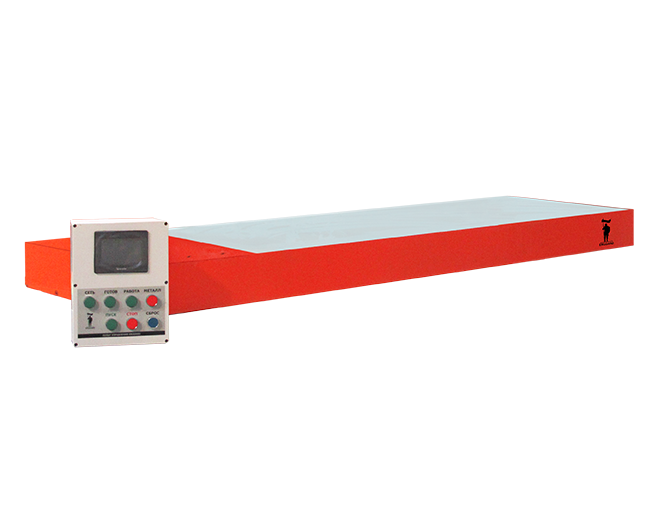
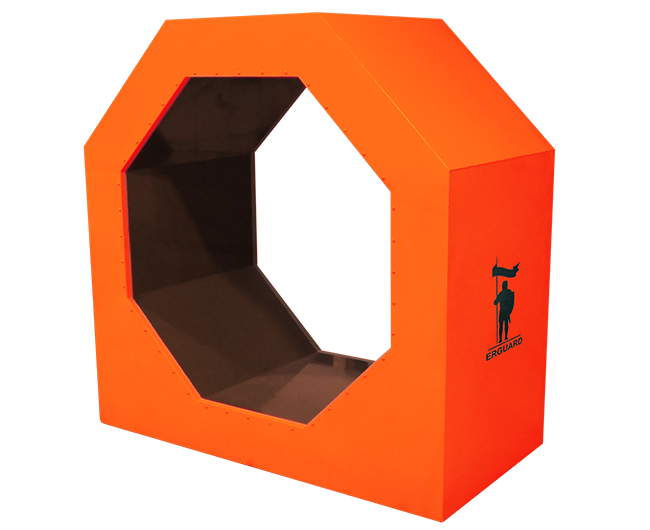
Конвейерный разборный металлодетектор ERGUARD DCM
-
 Разборный корпус
Разборный корпус
-
 Простой монтаж
Простой монтаж
-
 Высокая чувствительность при обнаружении металлических включений:
Высокая чувствительность при обнаружении металлических включений:
-
 Защита технологического оборудования от поломок и преждевременного износа
Защита технологического оборудования от поломок и преждевременного износа

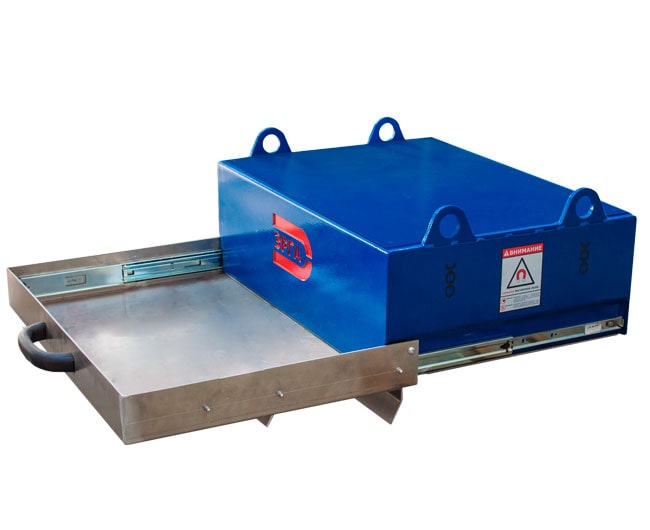
Автоматический подвесной магнитный железоотделитель ЭРГА СМПА
-
 Эффективная работа в сложных условиях
Эффективная работа в сложных условиях
-
 Глубина извлечения до 550 мм
Глубина извлечения до 550 мм
-
 Масса извлекаемого металла до 60 кг
Масса извлекаемого металла до 60 кг
-
 Мощная магнитная система на основе постоянных магнитов
Мощная магнитная система на основе постоянных магнитов

Оптический сепаратор ГласСортика
-
 Получение первого сорта стеклобоя
Получение первого сорта стеклобоя
-
 Круглосуточная непрерывная работа
Круглосуточная непрерывная работа
-
Удобная и быстрая настройка
-
Две стадии сепарации в одном корпусе

Линия Resoline по переработке лома цветных металлов
-
 Отрасль: рециклинг, цветная металлургия, черная металлургия
Отрасль: рециклинг, цветная металлургия, черная металлургия
-
 Сырье: отходы шредерной установки (лом черных и цветных металлов)
Сырье: отходы шредерной установки (лом черных и цветных металлов)
-
Крупность исходного материала: 0-300 мм
-
Производительность: 5 т/ч

Линия Resoline по переработке зольного шлака после сжигания ТКО
-
 Отрасль: рециклинг
Отрасль: рециклинг
-
 Сырье: отходы шредерной установки (лом черных и цветных металлов)
Сырье: отходы шредерной установки (лом черных и цветных металлов)
-
 Крупность исходного материала: до 150 мм
Крупность исходного материала: до 150 мм
-
 Производительность: до 20 т/ч
Производительность: до 20 т/ч

Трибоэлектростатический сепаратор ЭЛКРОН ТЭСС
-
Эффективность разделения/очистки до 99,8%
-
 Извлечение частиц металлов и минералов крупностью от 0,040 до 8 мм
Извлечение частиц металлов и минералов крупностью от 0,040 до 8 мм
-
 Одна установка для различных смесей диэлектрических материалов
Одна установка для различных смесей диэлектрических материалов
-
Высокая производительность

Узел с магнитной муфтой УММ
-
 Полная герметичность
Полная герметичность
-
 Привод верхнего или нижнего исполнения
Привод верхнего или нижнего исполнения
-
 Высокий КПД привода до 0,9
Высокий КПД привода до 0,9
-
 Широкий диапазон давлений от вакуума до 250 атм
Широкий диапазон давлений от вакуума до 250 атм

Линия RESOLINE для магнитно-электростатического обогащения и разделения
-
 Получение высококачественных концентратов чистотой до 99,8 %
Получение высококачественных концентратов чистотой до 99,8 %
-
 Компактный автоматический комплекс
Компактный автоматический комплекс
-
 Сухая технология разделения
Сухая технология разделения
-
 Широкий диапазон опций и настроек
Широкий диапазон опций и настроек

Денсиметрический стол (вибро-воздушный сепаратор) ЭРГА ДС
-
 Эффективность разделения/очистки до 99,5%
Эффективность разделения/очистки до 99,5%
-
Удобная и быстрая настройка
-
 Отсутствие расходов на воду и высушивание материала
Отсутствие расходов на воду и высушивание материала
-
Низкое энергопотребление
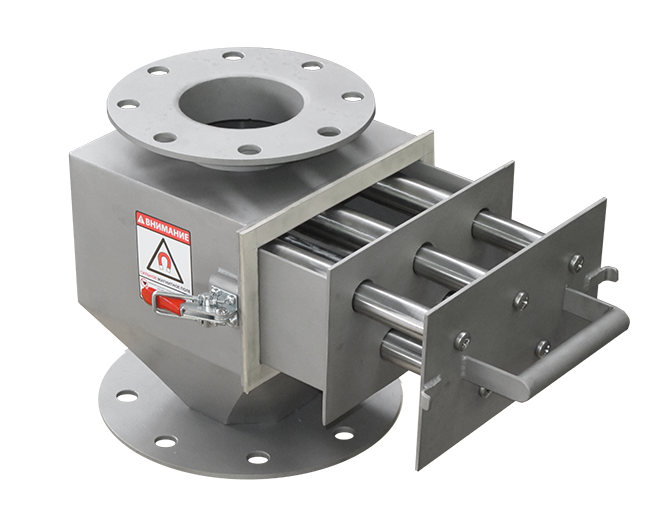
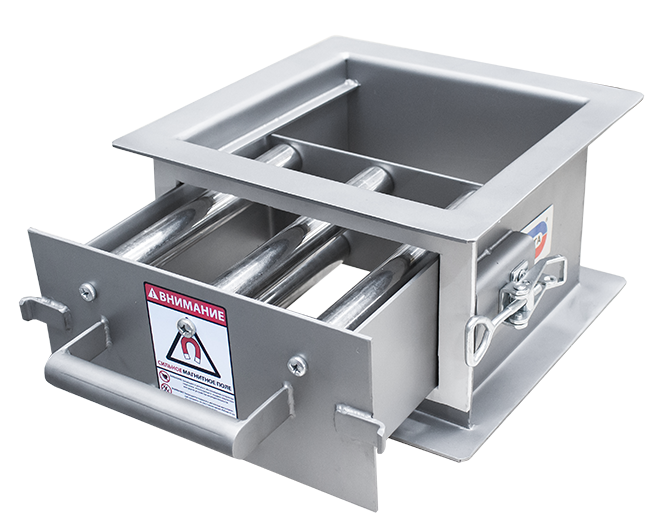
Стержневой магнитный сепаратор ЭРГА СМК
-
 Встраиваемое решение
Встраиваемое решение
-
 Гарантия качества конечного продукта
Гарантия качества конечного продукта
-
Высокоэффективная магнитная система на основе NdFeB
-
 Упрощённая механическая очистка
Упрощённая механическая очистка

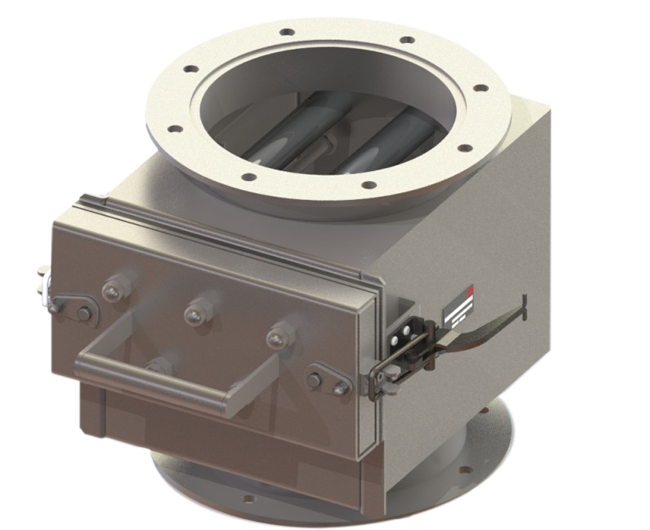
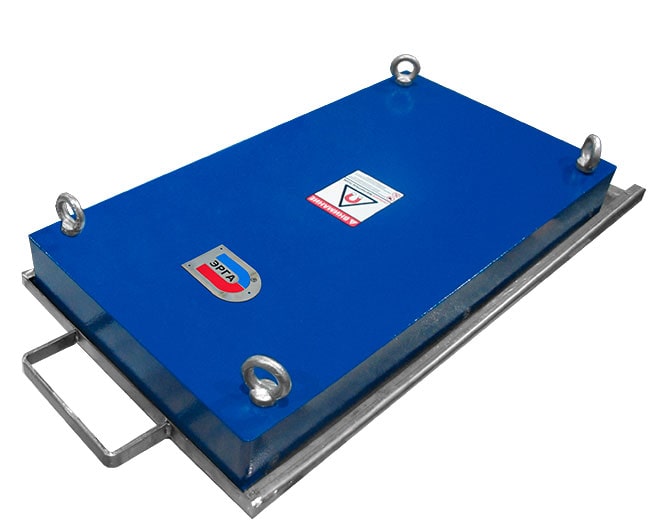
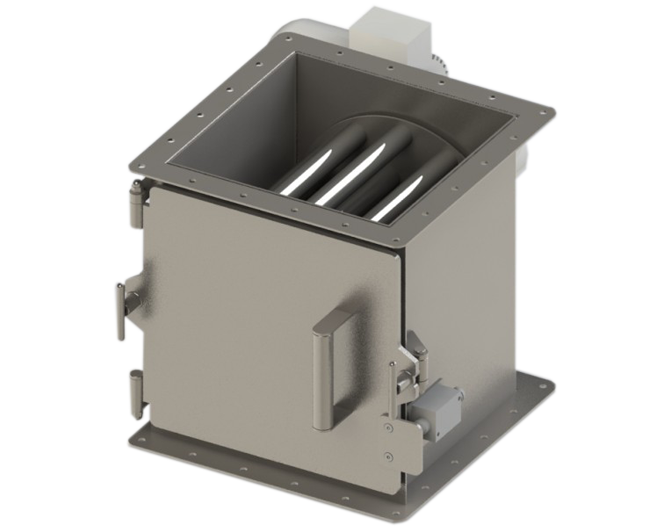
Пластинчатый магнитный железоотделитель ЭРГА ПСМ
-
Встраиваемое решение
-
Высокоэффективная магнитная система на основе NdFeB
-
Надёжное удержание мелких включений
-
Гарантия качества конечного продукта
Подвесной магнитный железоотделитель ЭРГА СМПР
-
 Эффективное извлечение крупных сильномагнитных примесей
Эффективное извлечение крупных сильномагнитных примесей
-
 Глубина извлечения до 450 мм
Глубина извлечения до 450 мм
-
 Масса извлекаемого металла до 40 кг
Масса извлекаемого металла до 40 кг
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)
Оптический сепаратор ЛюксСортика ЛП
-
 Эффективное разделение минералов крупностью менее 10 мм
Эффективное разделение минералов крупностью менее 10 мм
-
 Круглосуточная сепарация минерального сырья
Круглосуточная сепарация минерального сырья
-
 Увеличение производительности в 2 раза на одном оборудовании
Увеличение производительности в 2 раза на одном оборудовании
-
 Три стадии сепарации в одном корпусе
Три стадии сепарации в одном корпусе

Магнитные герметизирующие устройства МГУ-1, МГУ-2
-
 Оперативная ликвидация выбросов и утечек
Оперативная ликвидация выбросов и утечек
-
 Надёжное средство и в учении, и в бою
Надёжное средство и в учении, и в бою
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)
-
Мощная магнитная система на основе постоянных магнитов

Барабанный магнитный сепаратор ЭРГА БСМ
-
 Магнитная система на основе постоянных магнитов с индукцией от 0,08 до 1,0 Тл
Магнитная система на основе постоянных магнитов с индукцией от 0,08 до 1,0 Тл
-
 Эффективное извлечение магнитных включений крупностью от 300 мм до 0,02 мм
Эффективное извлечение магнитных включений крупностью от 300 мм до 0,02 мм
-
Автоматическая очистка
-
 Работа при температуре -50°С +50°С
Работа при температуре -50°С +50°С
Стержневой магнитный сепаратор ЭРГА СМ-2
-
Встраиваемое решение
-
Гарантия качества конечного продукта
-
Высокоэффективная магнитная система на основе NdFeB
-
 Механическая очистка
Механическая очистка
Пластинчатый магнитный железоотделитель ЭРГА ПСМ-2
-
Встраиваемое решение
-
 Компактная конструкция корпуса
Компактная конструкция корпуса
-
Высокоэффективная магнитная система на основе NdFeB
-
 Высокая производительность очистки материала
Высокая производительность очистки материала
Подвесной магнитный железоотделитель ЭРГА ПСМ-4
-
 Оптимальное решение для простых задач
Оптимальное решение для простых задач
-
 Глубина извлечения до 200 мм
Глубина извлечения до 200 мм
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)
-
 Лёгкая очистка
Лёгкая очистка

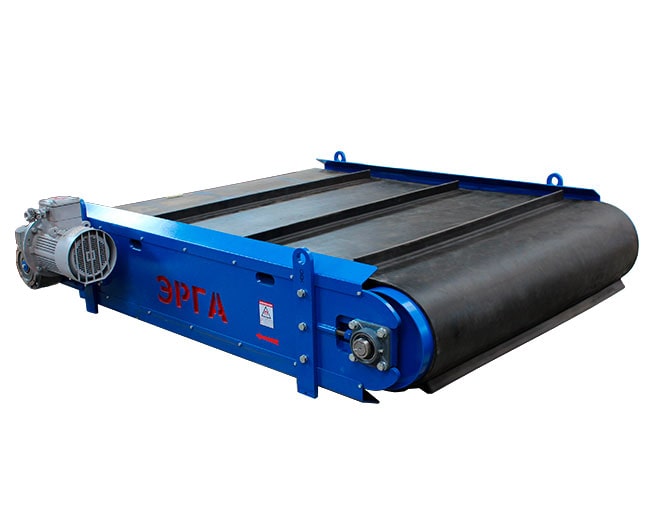
Вихретоковые магнитные сепараторы ЭРГА СМВТ и СМВТ-Э
-
Эффективность разделения/очистки до 99,8%
-
 Извлечение частиц металлов крупностью от 3 мм
Извлечение частиц металлов крупностью от 3 мм
-
Высокоэффективная магнитная система на основе NdFeB
-
Удобная и быстрая настройка
Оптический сепаратор РеСортика ЛП
-
 Эффективное разделение полимеров менее 15 мм
Эффективное разделение полимеров менее 15 мм
-
 Получение очищенного вторсырья
Получение очищенного вторсырья
-
 Российское программное обеспечение с пожизненной техподдержкой
Российское программное обеспечение с пожизненной техподдержкой
-
 Апгрейд с увеличением производительности в 3 раза
Апгрейд с увеличением производительности в 3 раза

Магнитный кронштейн ЭРГА ПСМ-ВО
-
Высокоэффективная магнитная система на основе NdFeB
-
 Уникальное решение для безопасности работ
Уникальное решение для безопасности работ
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)
-
 Эффективность в 14 раз выше*
Эффективность в 14 раз выше*
Конвейерный однопластинчатый металлодетектор ERGUARD SCM
-
 Компактное решение
Компактное решение
-
Высокая чувствительность при обнаружении металлических включений:
-
Защита технологического оборудования от поломок и преждевременного износа
-
 Класс защиты изделия/датчиков: IP54/IP65
Класс защиты изделия/датчиков: IP54/IP65

Вихретоковый магнитный сепаратор ЭРГА СМВТ-Э5
-
Эффективность разделения/очистки до 99,8%
-
 Извлечение частиц цветных металлов крупностью от 0,3 мм
Извлечение частиц цветных металлов крупностью от 0,3 мм
-
Высокоэффективная магнитная система на основе NdFeB
-
Удобная и быстрая настройка
Стержневой магнитный сепаратор ЭРГА СМ-1
-
Встраиваемое решение
-
Гарантия качества конечного продукта
-
Высокоэффективная магнитная система на основе NdFeB
-
Отсутствие энергопотребления

Пластинчатый магнитный железоотделитель ЭРГА ПСМ-3
-
 Готовое решение: железоотделитель + носок нории
Готовое решение: железоотделитель + носок нории
-
Высокоэффективная магнитная система на основе NdFeB
-
Надёжное удержание мелких включений
-
Гарантия качества конечного продукта
Конвейерный неразборный металлодетектор ERGUARD CM для деревообрабатывающих производств
-
Высокая чувствительность при обнаружении металлических включений:
-
Защита технологического оборудования от поломок и преждевременного износа
-
Класс защиты изделия/датчиков: IP54/IP65
-
 Система автоматической самодиагностики
Система автоматической самодиагностики

Барабанный магнитный сепаратор ЭРГА СМБМ
-
Магнитная система на основе постоянных магнитов с индукцией от 0,08 до 1,0 Тл
-
 Эффективное извлечение магнитных включений крупностью от 150 мм до 0,02 мм
Эффективное извлечение магнитных включений крупностью от 150 мм до 0,02 мм
-
 Защита от пыли
Защита от пыли
-
 Наличие всех необходимых для работы регулировок
Наличие всех необходимых для работы регулировок

Стержневой магнитный сепаратор ЭРГА СМТП-2 с обогревом
-
Встраиваемое решение
-
 2 в 1: очистка + фильтрация
2 в 1: очистка + фильтрация
-
 Защита насосного оборудования
Защита насосного оборудования
-
Лёгкая очистка

Оптический сепаратор ЛюксСортика КП
-
 Эффективное разделение по минеральному составу
Эффективное разделение по минеральному составу
-
 Получение концентрата сухим способом
Получение концентрата сухим способом
-
Российское программное обеспечение с пожизненной техподдержкой
-
Удобная и быстрая настройка
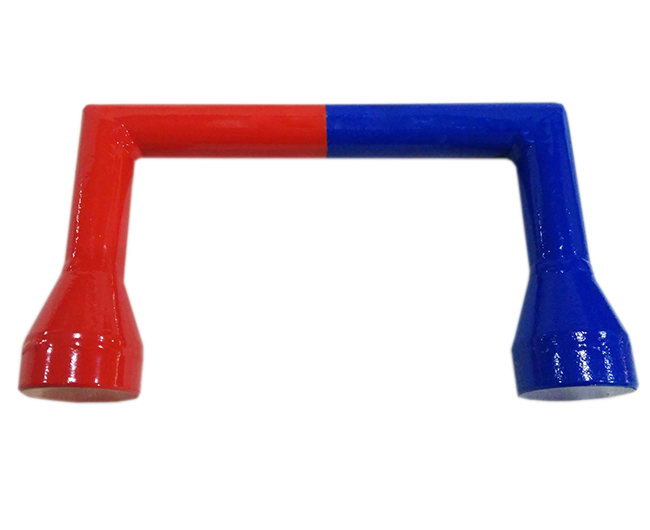
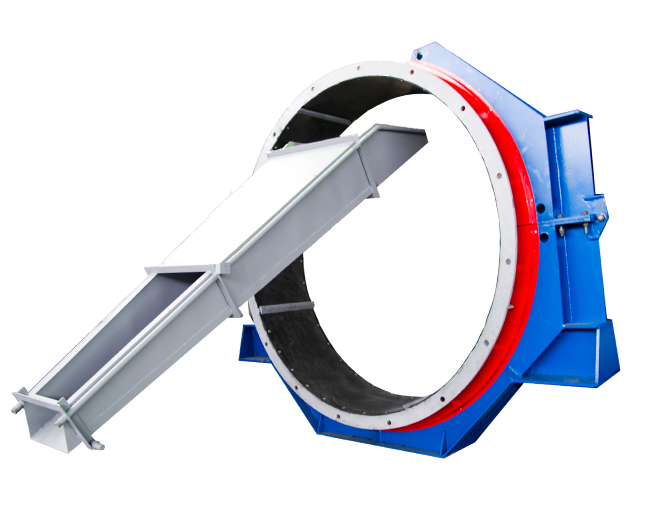
Магнитный компенсатор сварки
-
 Отличное качество сварных швов - эффективность работы трубопроводов
Отличное качество сварных швов - эффективность работы трубопроводов
-
 Прочная конструкция магнитной системы
Прочная конструкция магнитной системы
-
 Компактность, мобильность, модульность
Компактность, мобильность, модульность
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)

Качающийся грохот ЭРГА ГК
-
 Эффективность классификации до 99%
Эффективность классификации до 99%
-
 Размер ячейки сита от 0,2 мм
Размер ячейки сита от 0,2 мм
-
 5 в 1: одновременный рассев до 5 фракций
5 в 1: одновременный рассев до 5 фракций
-
Высокая производительность

Двухбарабанный магнитный сепаратор ЭРГА СМБМ-2 для пылящих продуктов
-
 Минимальные потери мелкодисперсного материала при сепарации
Минимальные потери мелкодисперсного материала при сепарации
-
 Получение чистой магнитной фракции
Получение чистой магнитной фракции
-
 Сухой способ разделения
Сухой способ разделения
-
Автоматическая очистка
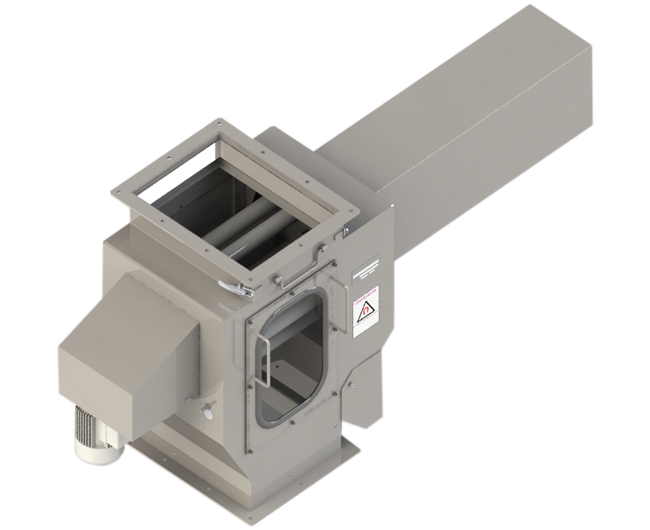
Автоматический стержневой магнитный сепаратор ЭРГА СМВА
-
 Вращающаяся магнитная система на основе NdFeB
Вращающаяся магнитная система на основе NdFeB
-
 Автоматическая очистка с программируемой периодичностью
Автоматическая очистка с программируемой периодичностью
-
Эффективность очистки продукта до 99%
-
 Отсутствие забивания сечения сепаратора
Отсутствие забивания сечения сепаратора

Пластинчатый магнитный железоотделитель ЭРГА ПСМ-2Ц
-
Встраиваемое решение
-
 Усиленная конструкция корпуса для работы под давлением
Усиленная конструкция корпуса для работы под давлением
-
 Специальная магнитная система на основе NdFeB
Специальная магнитная система на основе NdFeB
-
Высокая производительность очистки материала

Мокрый барабанный магнитный сепаратор ЭРГА ВИ-МБС с автоматизированной системой управления
-
 Автоматизированная регулировка магнитной системы на постоянных магнитах и режимов работы
Автоматизированная регулировка магнитной системы на постоянных магнитах и режимов работы
-
 Автоматическая адаптация настроек сепаратора
Автоматическая адаптация настроек сепаратора
-
 Сверхмощная магнитная система с изменяемой магнитной индукцией от 0,1 до 0,6 Тл
Сверхмощная магнитная система с изменяемой магнитной индукцией от 0,1 до 0,6 Тл
-
 Индивидуальный подбор типоразмера магнитного барабана
Индивидуальный подбор типоразмера магнитного барабана

Оптический сепаратор РеСортика КП
-
Получение очищенного вторсырья
-
Российское программное обеспечение с пожизненной техподдержкой
-
Эффективное разделение полимеров менее 15 мм
-
 2 стадии извлечения примесей
2 стадии извлечения примесей

Барабанный грохот ЭРГА ГБ
-
 Высокая степень очистки
Высокая степень очистки
-
 Эффективный рассев до 3 фракций
Эффективный рассев до 3 фракций
-
 Дополнительная автоматическая очистка
Дополнительная автоматическая очистка
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)

Мокрый барабанный магнитный сепаратор ЭРГА МБС-ВИ
-
 Сверхмощная магнитная система с магнитной индукцией от 0,3 до 0,6 Тл
Сверхмощная магнитная система с магнитной индукцией от 0,3 до 0,6 Тл
-
Индивидуальный подбор типоразмера магнитного барабана
-
Специальная магнитная система для мокрой технологии сепарации
-
 Мокрый способ разделения
Мокрый способ разделения
Стержневой магнитный сепаратор ЭРГА СМВР
-
Вращающаяся магнитная система на основе NdFeB
-
Эффективность очистки продукта до 99%
-
Гарантия качества конечного продукта
-
Отсутствие забивания сечения сепаратора
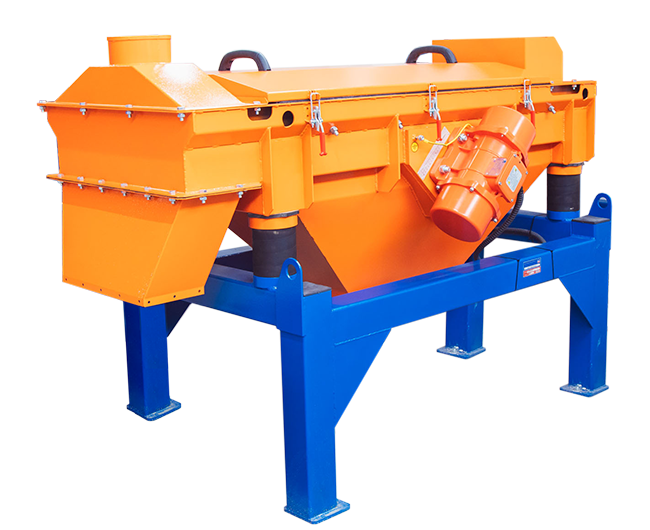
Вибрационный грохот ЭРГА ГВ
-
 Эффективный рассев до 4 фракций
Эффективный рассев до 4 фракций
-
 Прочная конструкция и высокая производительность
Прочная конструкция и высокая производительность
-
 Быстрая смена сит
Быстрая смена сит
-
 Возможность подключения к аспирации
Возможность подключения к аспирации

Барабанный магнитный сепаратор ЭРГА КСМБ
-
 Комплексное техническое решение
Комплексное техническое решение
-
Мощная магнитная система на основе постоянных магнитов
-
 Размер извлекаемых включений до 350 мм
Размер извлекаемых включений до 350 мм
-
 Высокая энергоэффективность
Высокая энергоэффективность

Ленточные конвейеры ЭРГА КЛ
-
 Мобильные и стационарные конвейеры
Мобильные и стационарные конвейеры
-
Высокая производительность
-
 Индивидуальный подбор конструкции
Индивидуальный подбор конструкции
-
 Высокий класс энергоэффективности
Высокий класс энергоэффективности
Барабанный магнитный сепаратор ЭРГА КБСМ
-
Комплексное техническое решение
-
Мощная магнитная система на основе постоянных магнитов
-
 Размер извлекаемых включений до 300 мм
Размер извлекаемых включений до 300 мм
-
 Секторная магнитная система
Секторная магнитная система
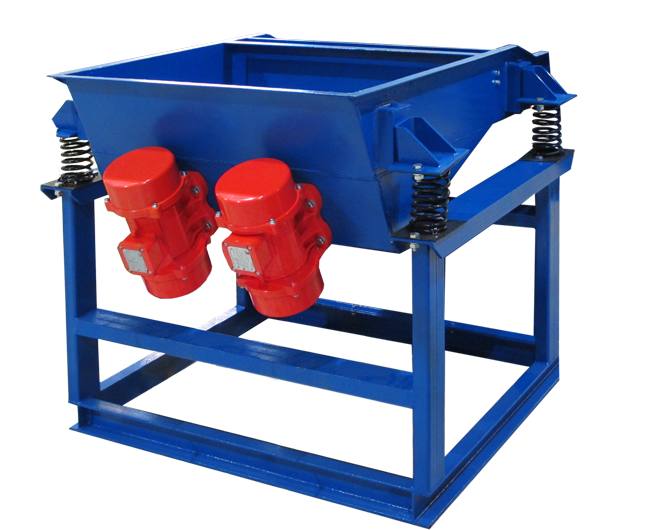
Вибрационный питатель (вибропитатель) ЭРГА
-
 Широкий диапазон конфигураций и применений
Широкий диапазон конфигураций и применений
-
 Конструкция из высокопрочной стали
Конструкция из высокопрочной стали
-
 Возможность регулируемой скорости подачи и мгновенного останова
Возможность регулируемой скорости подачи и мгновенного останова
-
 Защита оборудования в линии
Защита оборудования в линии
Барабанный магнитный сепаратор ЭРГА БСМК
-
2 в 1: магнитный железоотделитель + приводной барабан
-
Мощная магнитная система на основе постоянных магнитов
-
Размер извлекаемых включений до 300 мм
-
Секторная магнитная система

Бункеры-дозаторы ЭРГА
-
 Конструкция под задачу
Конструкция под задачу
-
 Широкий диапазон опций и конфигураций
Широкий диапазон опций и конфигураций
-
 Минимизация простоев, отсутствие затаривания
Минимизация простоев, отсутствие затаривания
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)
Установка магнитная скрапоулавливающая ЭРГА УМС
-
 Непрерывная диагностика и автоматическая система защиты
Непрерывная диагностика и автоматическая система защиты
-
 Повышение технологических показателей обогащения
Повышение технологических показателей обогащения
-
 Индивидуальное решение под типоразмер мельницы
Индивидуальное решение под типоразмер мельницы
-
Индивидуальные решения (возможность вписать оборудование в существующую линию)

Автоматизированная система удалённого мониторинга REMOS
-
 Контролируйте состояние оборудования в режиме реального времени
Контролируйте состояние оборудования в режиме реального времени
-
 Удаленный мониторинг и настройка
Удаленный мониторинг и настройка
-
 Минимизируйте простой оборудования
Минимизируйте простой оборудования
-
 Предотвращайте внештатные ситуации и повышайте эффективность работы предприятия
Предотвращайте внештатные ситуации и повышайте эффективность работы предприятия

Лабораторный барабанный магнитный сепаратор ЭРГА БСМ-Л
-
 Магнитная система с индукцией от 50 до 900 мТл (500 – 9 000 гс)
Магнитная система с индукцией от 50 до 900 мТл (500 – 9 000 гс)
-
 Широкий диапазон настроек режима сепарации
Широкий диапазон настроек режима сепарации
-
 Компактность и мобильность
Компактность и мобильность
-
Индивидуальный подбор конструкции
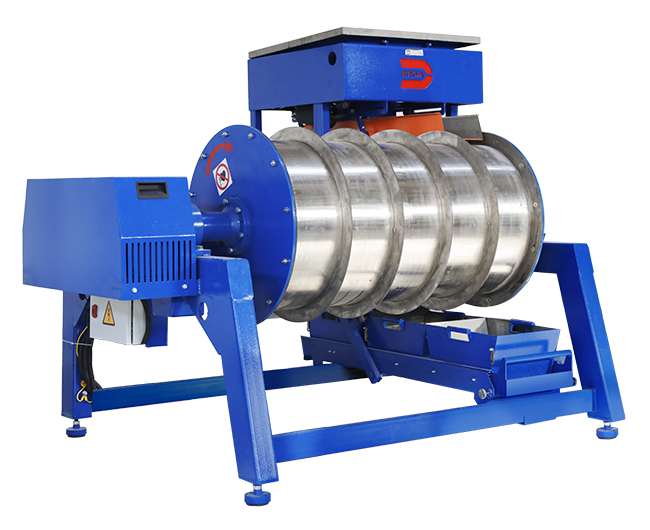
Лабораторный барабанный магнитный сепаратор ЭРГА СМБС-Л
-
 Широкий диапазон магнитной индукции от 50 до 1 000 мТл (500 - 10 000 Гс)
Широкий диапазон магнитной индукции от 50 до 1 000 мТл (500 - 10 000 Гс)
-
 Крупность сепарируемого материала от 0,1 до 200 мм
Крупность сепарируемого материала от 0,1 до 200 мм
-
Автоматическая очистка
-
Индивидуальный подбор оборудования

Лабораторный мокрый барабанный магнитный сепаратор ЭРГА МБС-Л
-
 Магнитная система с индукцией до 900 мТл (9 000 Гс)
Магнитная система с индукцией до 900 мТл (9 000 Гс)
-
Широкий диапазон настроек режима сепарации
-
Индивидуальный подбор оборудования
-
Автоматическая очистка

Лабораторный двухбарабанный магнитный сепаратор ЭРГА СМБМ-2-Л
-
 Эффективная сепарация пылевидных материалов
Эффективная сепарация пылевидных материалов
-
 Герметичный корпус
Герметичный корпус
-
Высокоэффективная магнитная система с индукцией до 0,9Тл (9 000 Гс)
-
Автоматическая очистка

Лабораторный комплекс сухого обогащения ЭРГА БСМ-СМВИ
-
 2 в 1: извлечение ферро- и парамагнитных материалов в одной установке
2 в 1: извлечение ферро- и парамагнитных материалов в одной установке
-
 Идеальное решение для доводки концентратов
Идеальное решение для доводки концентратов
-
Автоматическая очистка
-
Индивидуальный подбор оборудования

Лабораторный электростатический сепаратор ЭЛКРОН ЭСС
-
 Две стадии сепарации в одном корпусе
Две стадии сепарации в одном корпусе
-
Эффективность разделения/очистки до 99,8%
-
Широкий диапазон настроек режима сепарации
-
Автоматическая очистка электродов

Магнитные щупы ЭРГА МЩ и магнитные лабораторные пробники ЭРГА ПМЛ
-
Высокоэффективная магнитная система с индукцией до 0,9Тл (9 000 Гс)
-
 Простота эксплуатации и обслуживания
Простота эксплуатации и обслуживания
-
 Входной и промежуточный контроль
Входной и промежуточный контроль
-
 Доступная цена
Доступная цена
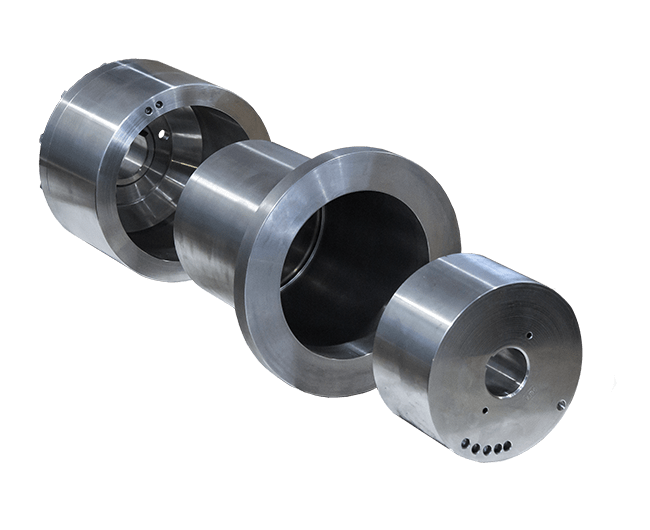
На первом этапе производства постоянных магнитов сырьё сортируется и поступает в плавильный цех. Железо, неодим, ферробор (либо самарий, кобальт) и другие необходимые компоненты загружаются в тигль плавильной печи, плавление проводят в среде аргона. Печь постепенно разогреется до температуры 1500°C, при которой сырьё расплавится.
Через 40 минут сплав будет почти готов, его потребуется только остудить. Из изложницы извлекается слиток материала, из которого в дальнейшем получается порошок для производства постоянных магнитов. Сплав нужно разбить на частицы порядка 5 микрон. Чтобы получить порошок нужной фракции, слитки проходят через три мельницы: крупного, среднего и мелкого помола. За рабочую смену каждая машина перемалывает до 200 кг металла.
Готовый порошок состоит из микромагнитов размером не более 5 микрон каждый. Под прессом масса приобретает нужную форму, а составляющие её частицы – ориентацию в магнитном поле. Прессовка осуществляется в магнитном поле. В результате получается пресс-заготовка магнита.
Заготовка сразу же помещается в вакуумный пакет: на открытом воздухе порошок сплава окисляется, а значит, его магнитные свойства меняются. Кроме того, порошки в любую минуту могут воспламениться. В защитной плёнке заготовка будет находиться до момента спекания. Температура внутри печи доходит до 1200°C. В ней заготовки спекаются и проходят термообработку до 3-4 суток. За это время микромагниты в сплаве уплотнятся и обретут монолитную форму. Только теперь бруски готовы превратиться в постоянные магниты.
Смотрите также